Fabrikstillförsel 0,35 mm - 50,8 mm HRC50-55 lätt AISI304 316 430 440 rostfri stålkula som används i lager
Produktbeskrivning
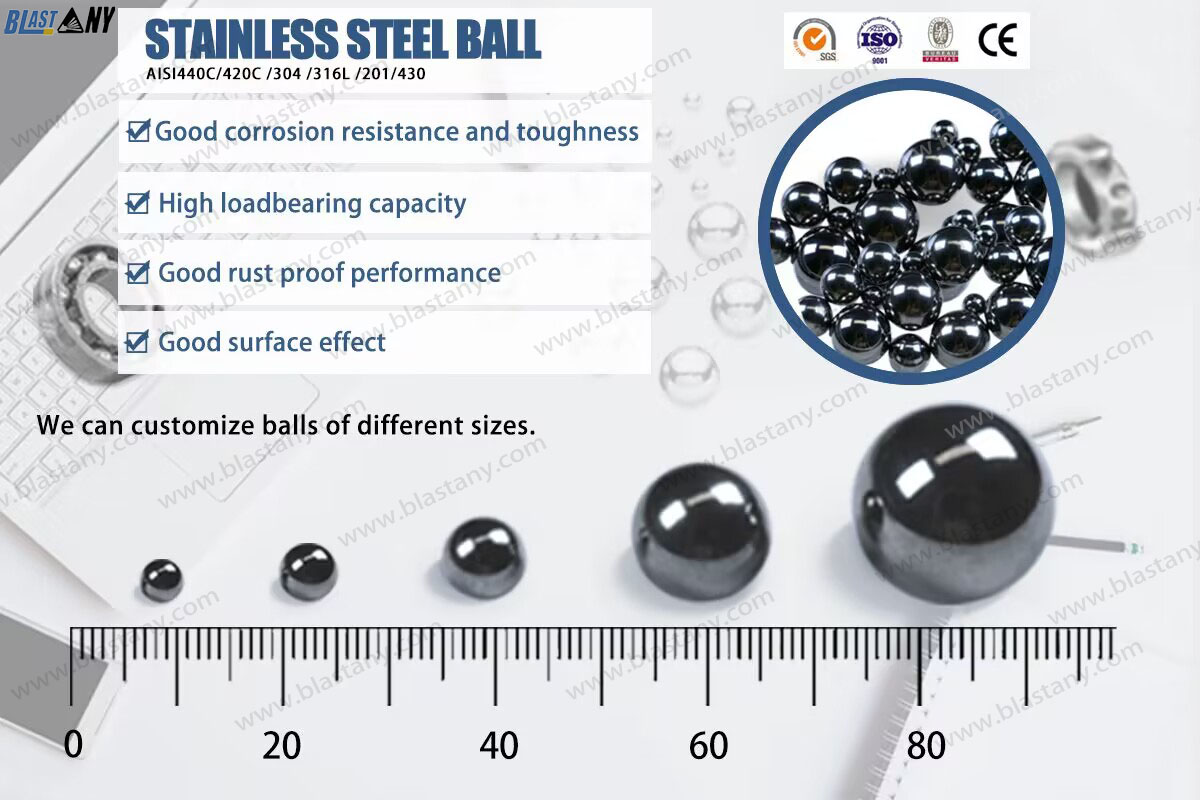
Rostfria kulor kan motstå korrosion från ämnen som oxiderande lösningar, de flesta organiska kemikalier, livsmedel och steriliseringslösningar. De är måttligt resistenta mot svavelsyror. Icke-magnetiska egenskaper finns tillgängliga på begäran. Användningsområden inkluderar aerosol, sprutor, fingerpumpmekanismer, mjölkmaskinblandare, livsmedelsutrustning och medicinska tillämpningar.
Kula i rostfritt stål AISI 440C
Storlek: 0,35 mm–50,8 mm
Klass: G10, G16, G40, G60, G100, G200.
Hårdhet: HRC56-58, Hartford 440C rostfria stålkulor är passiverade för att avlägsna fria järnföroreningar och underlätta spontan bildning av en skyddande passiv film.
Magnetisk: Martensitiskt stål, magnetisk
Egenskaper: hög precision, god korrosionsbeständighet, stark rost- och slitstyrka.
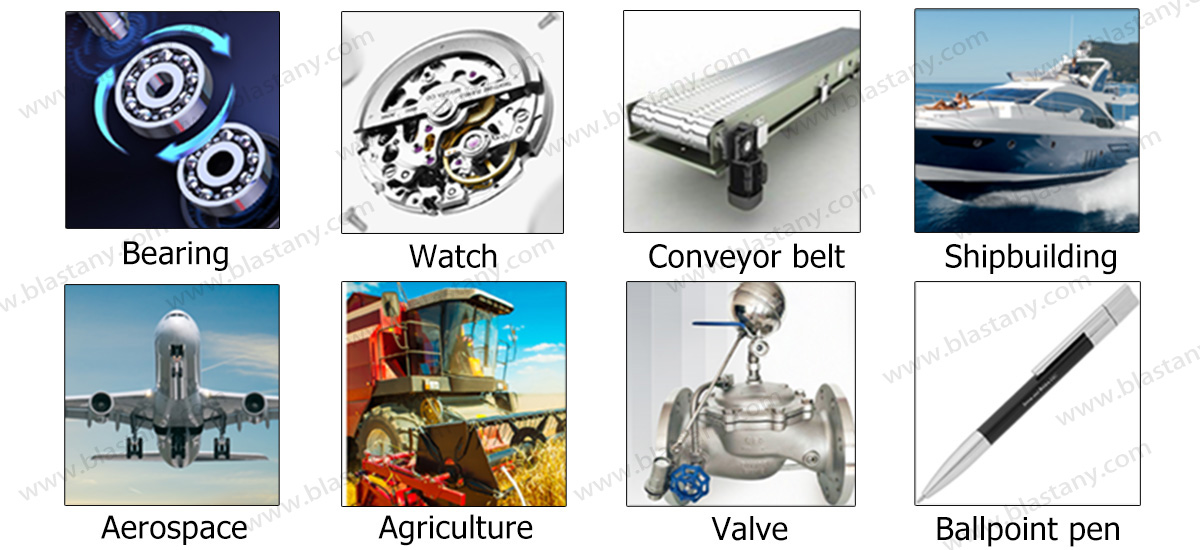
Användningsområden: Lager, stansning, hydrauliska delar, ventiler, flyg- och rymdteknik, tätningar, kylutrustning, högprecisionsinstrument etc.
| Kemisk sammansättning | ||||||||
| AISI 440C | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0,95–1,10 | ≤0,80 | ≤0,80 | ≤0,04 | ≤0,03 | ≤0,60 | 16,0–18,0 | 0,75 | |
Kula i rostfritt stål AISI 420C
Storlek: 0,35 mm–50,8 mm
Klass: G10-G1000
Hårdhet: HRC50-55
Magnetisk: Martensitiskt stål, magnetisk, Bra rostskyddsförmåga, Hög hårdhet, Kulor av rostfritt stål AISI 420 uppvisar goda slitegenskaper och hårdhet. Något lägre hårdhet och större korrosionsbeständighet jämfört med 440C.
Egenskaper: Allmänt känt som rostfritt järn, god korrosionsbeständighet och seghet.
Användningsområden: Alla typer av precisionsmaskiner, lager, elektrisk utrustning, hushållsapparater, bildelar etc.
| AISI 420C (4Cr13) | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0,36–0,43 | ≤0,80 | ≤1,25 | ≤0,035 | ≤0,03 | ≤0,60 | 12,0–14,0 | ≤0,60 |
430 rostfritt stålkula
Diameter: 1MM-50,80MM
Hårdhet: HRC26
Klass: G10-G1000
Funktioner: lågt pris, dålig rostbeständighet.
Användningsområden: järnvaror, prydnadsföremål, accessoarer, kosmetika, industri, industrier med låga krav på rostskyddsprestanda. Kosmetikaomrörare, nagellack och eyeliner, värmeväxlare, mätinstrument och ventilkulor.
| AISI 430 | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0,12 | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | - | 16,0–18,0 | - |
Kula i rostfritt stål AISI 304
Storlek: 0,5 mm–63,5 mm
Klass: G80-G500
Hårdhet: ≤HRC21
Magnetisk: Austenitiskt stål, icke-magnetiskt
Funktioner: stark rostbeständighet, god korrosionsbeständighet. Används i stor utsträckning, bra rostskyddsprestanda, bra yteffekt, miljöskyddscertifiering.
Användningsområden: Hushållsapparater som ventiler, parfymflaskor, nagellack, babyflaskor, bildelar, luftkonditioneringsapparater, elektriska apparater, kosmetika, lagersläden, medicinsk utrustning, smycken och många andra industrier.
| Kemisk sammansättning | |||||||
| AISI 304 | C | Si | Mn | P | S | Ni | Cr |
| ≤0,08 | ≤1,00 | ≤2,00 | ≤0,045 | ≤0,03 | 8,0–10,5 | 18,0–22,0 | |
Kula i rostfritt stål AISI 316L
Storlek: 1,0 mm–63,5 mm
Klass: G80-G500
Hårdhet: ≤HRC26
Magnetisk: Austenitiskt stål, icke-magnetiskt
Egenskaper: Mest lämplig för industrier med höga krav på korrosionsskydd, och rostskyddsförmågan är mycket stark, Utmärkt korrosionsbeständighet (förutom kloridsyror), Ej härdbar austenitisk rostfri
Användningsområden: AISI 316L rostfri stålkula kan användas för medicinsk utrustning, kemisk industri, flyg, rymdfart, plastdetaljer, parfymflaska, spruta, ventiler, nagellack, motor, strömbrytare, strykjärn, tvättmaskiner, kylskåp, luftkonditioneringsapparater, medicinska material, bildelar, lager, instrument, flaska.
Kula i rostfritt stål AISI 316L
| Kemisk sammansättning | ||||||||
| AISI 316L | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0,08 | ≤1,00 | ≤2,00 | ≤0,045 | ≤0,03 | 12,0–15,0 | 16,0–18,0 | 2,0–3,0 | |
Produktförpackning
A) Innerförpackning: Torrförpackning eller oljeförpackning tillhandahålls enligt dina behov.
B) Ytterförpackning:
1) järntrumma + trä-/järnpall.
2) 25 kg polypåse + kartong + träpall eller trälåda.
anpassad packning.

Produktparameter
| Vår rostfria stålkula inkluderar 440C 420C 304 316 201, den kemiska sammansättningen är som följer | |||||||||
| Kemisk sammansättning (%) | C | Cr | Si | Mn | P | S | Mo | Ni | Cu |
| AISI440C SS-kula | 0,95–1,2 | 16-18 | ≤0,80 | ≤0,80 | ≤0,04 | ≤0,03 | ≤0,75 | ≤0,6 | ---- |
| AISI420C SS-kula | 0,26–0,43 | 12-14 | ≤0,80 | ≤1,25 | ≤0,035 | ≤0,03 | ≤0,6 | ≤0,6 | ---- |
| AISI304 SS-kula | ≤0,08 | 18-22 | ≤1,0 | ≤2,0 | ≤0,045 | ≤0,03 | ---- | 8-10 | ---- |
| AISI316L SS-kula | ≤0,08 | 16-18 | ≤1,0 | ≤2,0 | ≤0,045 | ≤0,03 | 2,0–3,0 | 12-15 | ---- |
| AISI201 SS-kula | ≤0,15 | 16-18 | ≤1,0 | 5,5–7,5 | ≤0,045 | ≤0,03 | ---- | 0,35–0,55 | 1,82 |
| AISI430 SS-kula | ≤0,12 | 16-18 | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | ---- | ---- | ---- |
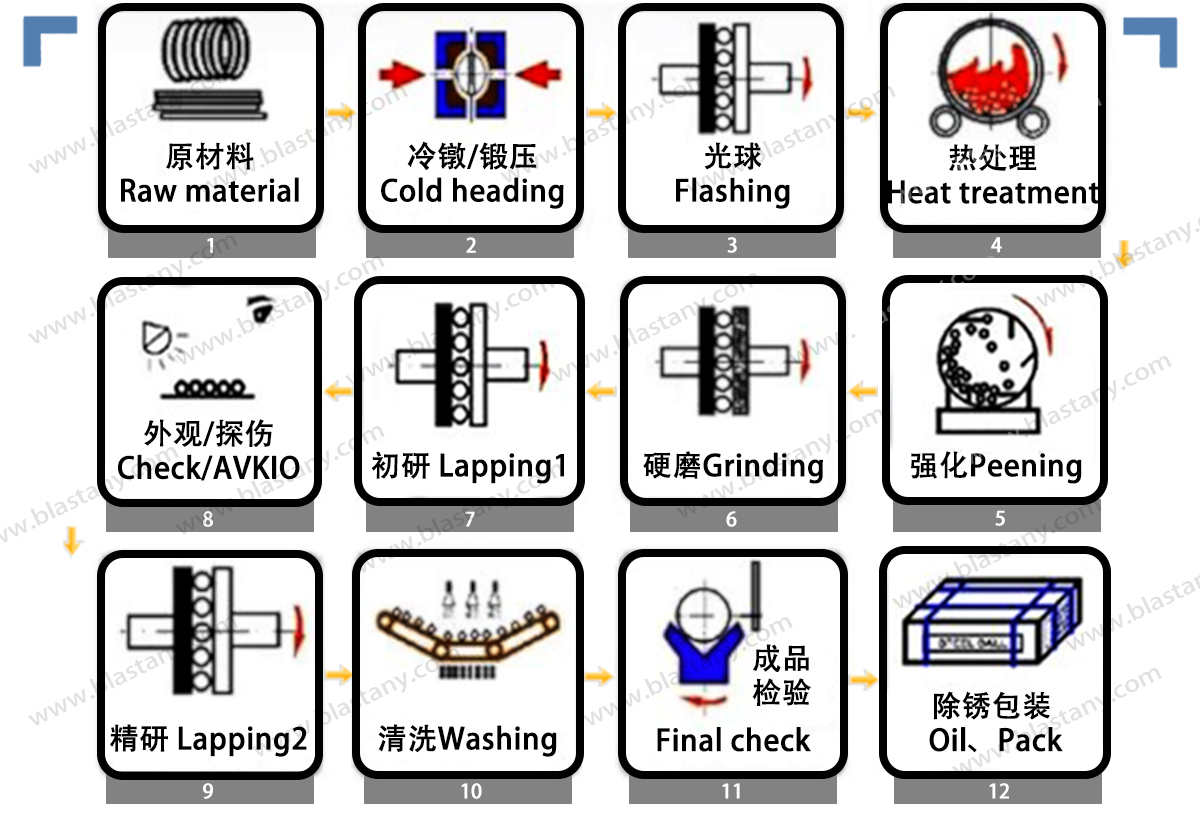
Produktionsflöden
Råmaterialinspektion
Råmaterialet kommer i trådform. Först inspekteras råmaterialet visuellt av kvalitetsinspektörer för att avgöra om kvaliteten håller måttet och om det finns några defekta material. För det andra, verifiera diametern och granska råmaterialcertifikaten.
Kall kurs
Kallpryddningsmaskinen skär en specificerad längd av trådmaterialet till cylindriska kulor. Därefter formar de två halvklotformade halvorna av ryddningsformen kulan till en ungefär sfärisk form. Denna smidesprocess utförs vid rumstemperatur och en liten mängd tillsatsmaterial används för att säkerställa att formhåligheten är helt fylld. Kallpryddningen utförs i mycket hög hastighet, med en genomsnittlig hastighet på en stor kula per sekund. De mindre kulorna räddningsslipas med en hastighet på två till fyra kulor per sekund.
Blinkande
Under denna process lossnar det överflödiga materialet som bildats runt bollen. Bollarna passeras ett par gånger mellan två spårförsedda gjutjärnsplattor och avlägsnar en liten mängd överflödigt material medan de rullar.
Värmebehandling
Delarna ska sedan värmebehandlas med hjälp av kylning och anlöpning. En roterande ugn används för att säkerställa att alla delar klarar samma förhållanden. Efter den initiala värmebehandlingen nedsänks delarna i en oljebehållare. Denna snabba kylning (oljesläckning) producerar martensit, en stålfas som kännetecknas av hög hårdhet och överlägsna slitegenskaper. Efterföljande anlöpningar minskar ytterligare den inre spänningen tills lagrens slutliga specificerade hårdhetsgräns har uppnåtts.
Slipning
Slipning utförs både före och efter värmebehandling. Finish-slipning (även känd som hårdslipning) gör att kulan når sina slutgiltiga krav.Kvaliteten på en precisionsmetallkulaär ett mått på dess totala precision; ju lägre siffra, desto mer exakt är kulan. Kulkvalitet omfattar diametertolerans, rundhet (sfäricitet) och ytjämnhet, även kallad ytfinish. Precisionskulatillverkning är en batchoperation. Partistorleken bestäms av storleken på den maskin som används för slipning och läppning.
Lappning
Läppning liknar slipning men har en betydligt lägre materialavverkningshastighet. Läppning görs med två fenolplattor och ett mycket fint slipmedel, såsom diamantdamm. Denna slutliga tillverkningsprocess förbättrar ytjämnheten avsevärt. Läppning utförs för att uppnå högprecisions- eller superprecisionskulsorter.
Rengöring
En rengöringsoperation avlägsnar sedan alla processvätskor och kvarvarande slipmedel från tillverkningsprocessen. Kunder som ställer högre krav på rengöring, till exempel inom mikroelektronik, medicin- eller livsmedelsindustrin, kan dra nytta av Hartford Technologies mer sofistikerade rengöringsalternativ.
Visuell inspektion
Efter den primära tillverkningsprocessen genomgår varje parti precisionsstålkulor flera kvalitetskontroller under processen. En visuell inspektion utförs för att kontrollera om det finns defekter som rost eller smuts.
Rullmätning
Rullmätning är en 100 % sorteringsprocess som separerar både för små och för stora precisionsstålkulor. Vänligen se våra separatavideo om rullmätningsprocessen.
Kvalitetskontroll
Varje parti precisionskulor inspekteras för att säkerställa kvalitetskrav för diametertolerans, rundhet och ytjämnhet. Under denna process utvärderas även andra relevanta egenskaper såsom hårdhet och eventuella visuella krav.